Cutting-edge manufacturing, global quality, and innovative excellence.
Maxitech Pharma’s manufacturing plant in Karachi is a modern facility that fully complies with the accepted global manufacturing standards. The plant includes a dedicated Cephalosporin, General and Carbapenem cGMP compliant facility. The entire plant is designed and operated using the latest manufacturing and quality control technology and is backed by highly skilled professional staff and techniques fully trained to deliver products to cGMP standards.
Advanced
Manufacturing Facility
Our state-of-the-art manufacturing plant in Karachi comprises specialized sections, each equipped to deliver exceptional pharmaceutical products.
Solid Dosage
Semi-Solid Dosage
Cephalosporin
Carbapenem
Soft Gelatin Capsule
Liquid Injectable
Ophthalmic
Exemplary
Quality Assurance & Control
At Maxitech Pharma, our stringent adherence to cGMP compliance ensures that each stage of manufacturing, documentation, testing, and validation follows the highest standards. Our vigilant and highly qualified Quality Assurance staff meticulously reviews and controls every aspect, from facility and equipment to processes and methods.
Our fully-equipped Quality Control department boasts a wide array of modern instruments, including HPLC, FTIR, Spectrophotometer, Stability Chambers, Dissolution Test Apparatus, Karl Fisher Apparatus, Viscometer, Polarimeter, Analytical Balance, Refractometer, Atomic absorption apparatus and other cutting-edge tools. These instruments enable our qualified team to conduct comprehensive testing of raw materials, finished products, and packaging materials, ensuring unmatched quality and safety.
At Maxitech Pharma, we are committed to delivering pharmaceutical excellence, placing quality at the heart of everything we do.
Advanced
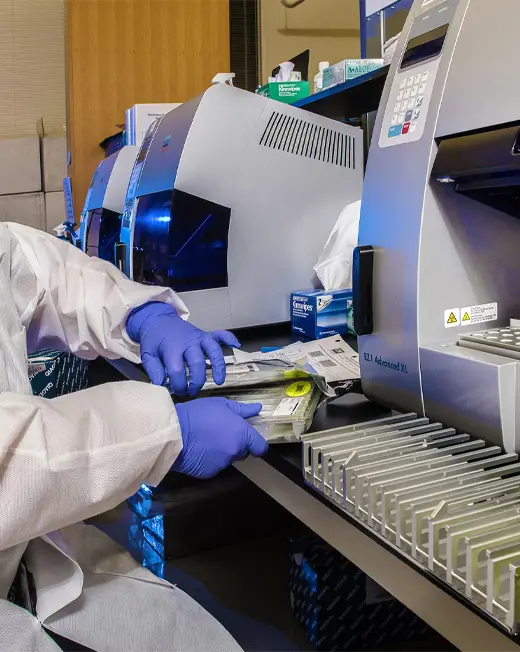
Microbiology Laboratory
Our Microbiology department stands at the forefront of excellence, boasting cutting-edge facilities to ensure the highest quality standards in our products.
The laboratory features a dedicated Sterility Test Room for conducting precise sterility tests on injectable products. Equipped with a state-of-the-art HVAC system and Laminar Flow Cabinet, this controlled environment guarantees accurate results.
Additionally, we have a well-equipped Media Preparation Room, featuring a Laminar Flow Cabinet, Air Particulate Counter, Colony Counter, Incubators, and other essential instruments. This setup enables our skilled team to carry out various microbiological procedures with utmost precision.
At Maxitech Pharma, we prioritize the safety and efficacy of our products, and our Microbiology Laboratory plays a pivotal role in upholding our commitment to delivering pharmaceutical excellence.
State-of-the-Art
Maxitech Warehouse
Our essential pharmaceutical warehouse ensures optimal storage conditions for materials, maintaining their quality and safety. With distinct areas for receiving, sampling, storage, and dispensing, we manage raw materials and packaging efficiently. Our process revolves around inventory management, proper storage, and distribution of finished goods.


{kind=link}
{kind=link}
{kind=link}